Gemcor’s story is about an engineer and an invention that dramatically expedited aircraft production during World War II. Company founder Thomas H. Speller Sr. was a man with a mission and a fistful of patents. He invented the automated Drivmatic fastening process which became the industry standard for automated aircraft assembly. The grandfather of modern day riveting, Speller is honored with an award in his name administered by the Aerospace Automated Fastening Committee to individuals contributing significantly to the discipline.
The entrepreneurial spirit of the inventor has survived since the company’s founding in 1937. West Seneca, New York-based Gemcor embraces high precision, next-generation technology to continuously improve its all-electric aerospace fastening systems. Thousands of these machines have shipped to aerospace companies around the globe, with many older models still operating. Gemcor’s patented roller-screw technology offers many options for fuselage assembly and wing fastening, as well as specialized applications such as nacelle riveting and joining.
Automation plus portable metrology
The owner of more than 100 patents, Gemcor remains highly competitive by developing and implementing robotics in its fastening solutions. The high-tech platform has evolved with the use of portable metrology in the past five years. To ensure top performance for each customized aircraft assembly machine, laser tracking systems perform high precision measurement of critical points and features.
Before these systems were integrated into the process, Gemcor engineers relied on optical technology like transits and theodolites. While sufficient for the job, inspection results could be subject to user influence and lacked repeatability.
The use of laser tracking systems has impacted their total machine build process. The company has experienced a dramatic leap forward in time savings, one of the biggest benefits of the technology transition.
Three workers using a theodolite and transit used to take nearly six weeks to lay out a machine’s track systems. With laser tracking, the same process takes less than one week using only two technicians. Productivity improvements in Gemcor’s field installations and scheduling have shaved one month off the entire process.
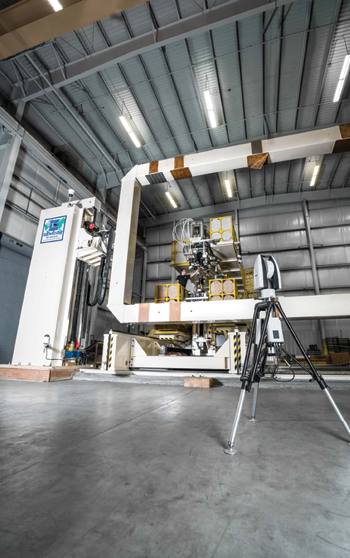
No small matter
Seven employees in Gemcor’s manufacturing department have been trained to use a Leica Absolute Tracker AT401 purchased from Hexagon Manufacturing Intelligence, and a Leica Absolute AT930 that was integrated into operations in early 2015. An average size Gemcor fastening machine can run from 400" to 800" in X, 150" to 480" in Y, and be 38ft high. Due to the laser tracker’s large measurement volume, operators can acquire inspection data from nearly 30ft away. A full inspection can be accomplished if the laser tracker is centrally located, meaning the instrument does not have to be moved around on the shop floor.
Gemcor’s team extensively uses the AT401’s level-to-gravity feature integrated into the core of the laser tracker for speed and confidence in results. This capability is imperative for installing large machine assemblies that must be level to gravity. Gemcor quality technicians initially used a level to check the track component – the foundation of a Gemcor machine – and verified the laser tracker measurements were repeatable in every single instance.
The build

Manufacturing manager Alan Roper oversees the shop floor and construction of all Gemcor machines and says, “Every Gemcor machine is customized, built per our customer’s specs. Laser tracking is the most efficient way to obtain recordable and repeatable data that is effective for our operations. When we go onsite to assemble a machine, we ship the tracker right there. The entire system is built in-house, disassembled, shipped, and reassembled at our client’s site, using the same laser tracker for all the initial inspection procedures. In essence, the laser tracking system is used to dial a machine into the geometry and tolerances supplied by the engineering department. We ship these laser trackers all over the world, all the time. I have one in China right now, and one just arrived from Brazil. We’ve never had an issue with a tracker; they come out of the box and work as advertised.”
Each phase of assembly is verified using the portable coordinate measuring machine (PCMM) during the ground-up build of the machine. The process starts with the layout of the machine track patterns, then the floor tracks are added using the laser tracker to level and straighten those components. Once complete, the carriage is attached and measured to level and straighten the part on top of the tracks. After that, assemblers use the PCMM to construct large pedestals and set up two large towers perpendicular to the X-travel of the machine. Technicians conduct rotary and linear calibrations on the machine and its large workframe, both in-house and in the field.
As the workframe’s rotary axis is rotated every 10°, critical points are measured and compared to gravity readings to complete machine calibration. Machine level-to-gravity tolerances run within 0.005", and straightness on the main rails are dialed in at 0.025". Gemcor also deploys a laser tracker for calibration on robotic systems. Once the entire machine is set up, technicians take critical point measurements to check for discrepancies between the physical robot and its controls, adjusting kinematics, if necessary.
Engineers model every component of a Gemcor machine in CAD, creating a digital thread from design to inspection. Each step in the build process uses a laser tracker to compare a physical part or assembly to its related CAD model. Upon completing the machine, PCMM data is used in verifying and setting all home positions for CNC applications, integrating the machine directly to customer part programs that build the wings and the fuselage. During this process, the 3D coordinate measurement data is compared to the CAD model then provided to CNC programmers. This is the last piece of the build puzzle.
“Gemcor’s fastening systems have already built a reputation for reliability, so incremental increases in accuracy translate to improved quality and safety of the aircraft,” Roper says. “We have seen an absolute increase in the accuracy and the precision of our machines and how well they function. All the components inside our gear boxes are aligned to a higher precision, and performance is at a high level.”
Inspection software
Roper was trained first on the PCMM and developed the original measurement program for the company. By the end of the weeklong training, he had a plan to integrate the technology into assembly. He asserts that HexagonMetrologyU and its online courses have been extremely helpful in training new staff. Instructional videos have been valuable tools to explain the setup of a laser tracker and other operations. Using PC-DMIS inspection software developed by Hexagon Manufacturing Intelligence was new to Roper, and he took a number of courses to master the program.
“The learning curve can be uphill for those without a computer or CAD background. Basic computer skills and an understanding of geometry is really the key for a new user,” Roper says. “Once they get that down, we can coach them to run the software within a couple of weeks, and customize all of their inspection reports.”
Gemcor’s inspection strategy typically involves a massive amount of critical data. On a track system alone, the laser measurement routine entails shooting 75 to 100 points for final reports, depending on the length of the tracks. Technicians will acquire thousands of points before project completion, using PC-DMIS software for reporting. Each part of the build generates a new report, making 10 comprehensive reports per machine. The quality team can immediately send measurement data to the engineering department. Instead of engineering prints, customized computer reports have simplified the process significantly.
Gemcor technicians also use a ROMER Absolute Arm from Hexagon Manufacturing Intelligence to check internal components in their custom housings where there is no line-of-sight for measurement. This coordinate measurement device likewise uses PC-DMIS inspection software, reducing the learning curve for operators. In the machine shop, the instrument checks critical parts such as a head indexing plate, inspecting hole dimensions and locations.
“The evolution of portable metrology started in 2011 at our facility with the integration of laser tracker measurement. As we have progressed with the technology, there are performance improvements throughout the machine over a 44ft run,” says Gary Szymkowiak, Gemcor’s director of operations. “Our customer’s quality requirements are very stepped up now. Our inspection routines enable us to build a tight machine with a very high confidence level at every stage of a build. We are steadily moving to the next level in assembly checks and in-process inspection. The portability of our measurement tools helps us reach our full potential.”
Gemcor, an Ascent Aerospace company
Hexagon Manufacturing Intelligence

Explore the October 2016 Issue
Check out more from this issue and find you next story to read.
Latest from Aerospace Manufacturing and Design
- Latest advancements in machine tool technology
- Visit Okuma America at IMTS 2024
- AM for Aircraft Cockpit Interior Components
- Piasecki Aircraft reveals hydrogen-powered UAM progress
- Siemens' Simatic Workstation
- Heart Aerospace to open US R&D hub
- Comau's S-Family of small industrial robots
- GrindingHub: a showcase for international grinding technology





