In aerospace, where extreme operating environments push materials and components to the edge of their design capabilities, companies continually seek economically viable ways to maintain and improve performance.
Tackling corrosion and wear is particularly important: the leak-tightness of aircraft hydraulic actuators and rotating shafts depends on seals. In abrasive and corrosive environments, metal seal track or piston rod surface finish degradation can accelerate the seal wear rate.
Tighter legislative restrictions on hard chrome plating (HCP) and limitations of alternatives such as high-velocity oxy-fuel (HVOF) coatings is growing the demand for hard, wear-resistant coatings that increase component life, enhance dimensional stability and component quality, while reducing downtime costs and improving competitiveness.
Hard chrome, cadmium plating
HCP is widely used in aerospace to protect steel components against wear, corrosion, and galling. However, it uses carcinogenic hexavalent chromium salts in its process, and will shortly be banned without special authorization in the European Union under Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) environmental and health and safety regulations. Additionally, the U.S. Occupational Safety and Health Administration (OSHA) is imposing increasingly tight restrictions.
Hexavalent chromium Cr (VI) is also used in the aerospace industry in pre-treatment of sacrificial corrosion resistant coatings such as cadmium plating. Here, chromates provide corrosion resistance in coating stack-ups that may be comprised of a thin chromate conversion coating providing some corrosion resistance while enhancing adhesion of subsequent coating layers.
Analyzing HCP alternatives
HCP alternatives include thermal spray such as HVOF, and emerging processes such as electroless-nickel composite plating, explosive bonding, electro-deposited nanocrystalline cobalt-phosphorus alloys, and physical vapor deposition (PVD) coatings.
HVOF and other spray coatings have been considered the best available alternative to HCP, yet each has limitations.
Thermal spray coatings can build a thick and durable layer but cannot be applied to internal surfaces. They are rough and porous and often require post-coat grinding, which is not possible on intricate shapes.
PVD coatings can produce an extremely hard layer with accurately-controlled thickness, but are very thin, typically less than 4µm, and have limited load-bearing capacity. Various wet electroplating and electroless coatings are more suitable for internal surfaces and complex shaped parts but have lower hardness than HCP and inferior wear-resistance. Metal plating may also provide insufficient corrosion protection due to the plating porosity and fail to sufficiently adhere to steel substrates.
Engineering a solution
Low-temperature chemical vapor deposition (CVD) coatings can be tough and provide a practical, technically and commercially viable solution capable of dramatically increasing aircraft component life.
The Hardide CVD coating belongs to a family of nano-structured tungsten/tungsten carbide coatings. It is crystallized atom-by-atom from low-pressure gas media – building a dense layer with the tungsten and tungsten carbide constituents bonded together – enabling uniform, pore-free coating of internal surfaces and complex shapes.
The Hardide-A variant was developed as a replacement for HCP, especially for designs and geometries where spray coatings cannot be used. Facilitating relatively straightforward switching from HCP with minimal pre-coating part design changes, this CVD coating matches HCP in thickness (50µm to 100µm) and hardness (800Hv to 1,200Hv), with the upper limit exceeding HCP’s maximum hardness. Hardide A has a low-friction, smooth-as-coated surface, and can be diamond ground, honed, and superfinished for tighter dimensional accuracy.
Outperforming alternatives
The Hardide nanostructured CVD coating combines high hardness with enhanced toughness and ductility, increasing wear and erosion resistance and the ability to survive impact and part deformation.
CVD outperforms HCP and HVOF as a barrier against corrosion, as well as offering enhanced fatigue resistance.
Corrosion and galling – HCP, sprays, and electroplating have micro-pores and micro-cracks that widen when the substrate deforms under load, allowing media to attack the substrate. Sealing can improve corrosion protection, but limitations include restricting the temperature to which coatings can be exposed to less than 400°F. Plus, as the coating wears, deeper, previously concealed pores that are not sealed will eventually open.
Due to the deposition mechanism, CVD tungsten carbide coatings have low porosity and do not need sealing. Tungsten and tungsten carbide have high chemical resistance. Unlike sprayed HVOF coatings, CVD does not use cobalt which can be affected by acids. As a result, pore-free CVD tungsten carbide coating resists many aggressive chemicals and can be used as an anti-corrosion barrier.
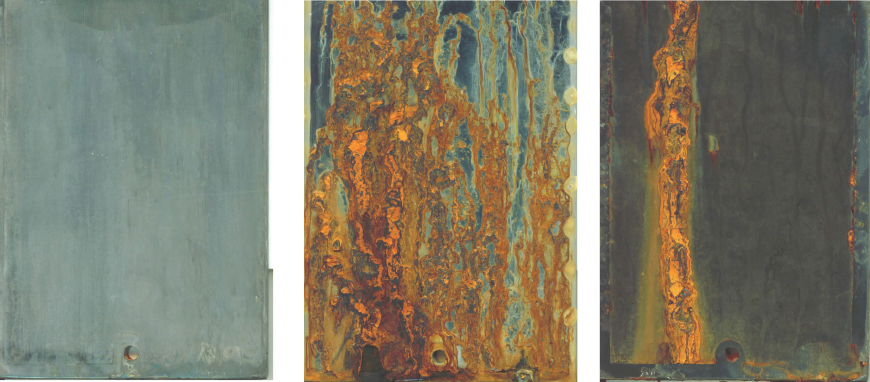
In testing, mild steel plates coated with HCP, HVOF, and CVD coatings were subjected to 480-hour neutral salt spray tests. HCP samples were badly corroded and consequently removed from test after 288 hours. HVOF-coated samples showed heavy rust stains and the coating blistered. The CVD samples showed only light staining.
Engineers tested the CVD tungsten carbide coating’s galling resistance using a Phoenix TE77 high-frequency reciprocating test rig. A baseline control test used a stainless-steel pin against a stainless-steel plate and a CVD-coated pin against a coated plate. The baseline test was stopped due to the sample seizure quickly reaching critical 1.0 coefficient of friction (CoF) with a 65N load – indicating severe galling.
With the CVD-coated pin, the dry friction coefficient stabilized around 0.2. No galling was observed, even subjected to the test rig’s maximum load.
HCP steady-state dry friction coefficient was reported at 0.70 ±0.1(1). Spray coatings’ dry friction range is stated as 0.56 to 0.61.
Hardness and wear resistance – CVD material hardness has a big effect on its wear-resistance, and Hardide-A outperforms HCP by 13x, and various grades of HVOF by up to 3x.
Another advantage of CVD tungsten carbide coatings is their non-abrasive quality for seals, bearings, and other counter-body parts. A uniform nanostructure allows the coatings to wear uniformly and retain or even improve surface finish – even in abrasive or corrosive environments. For hydraulic actuators, rotating shafts, and bearings, the coating retains a good surface, reducing wear of elastomeric and PTFE seals, preventing oil leakage, and helping reduce maintenance requirements for aircraft actuators and transmission parts.
HVOF and other thermal spray coatings can suffer from selective wear or leaching of cobalt binder, leaving hard tungsten carbide (WC) grains as sharp asperities, which are highly abrasive for seals.
Toughness, resistance
Aircraft landing gear or wing flap actuators require toughness and the ability to resist impact and deformation without spalling or cracking. HCP generally has good toughness, but brittleness and poor impact resistance are drawbacks. HVOF coatings can also crack and spall under high load and high cyclic fatigue conditions. However, the CVD coating’s structure and composition is optimized to maximize toughness. The coating did not exhibit brittle behavior in micro or nano-scale tests, meaning its fracture toughness exceeded the level that can be measured using methods commonly used on hard coatings.
Fatigue resistance – The CVD coating material’s enhanced toughness and ductility, together with its uniform, pore-free micro structure and compressive residual stresses, give it enhanced fatigue performance. In tests, it showed minimum fatigue debit ranging from ±10% compared with HCP’s typical fatigue debit of -20%. HVOF has even higher debit due to tensile stresses and porous multi-phase structure where inclusions and defects can become stress concentrators and crack-initiation sites.
Real-world capability
Airbus Group approved the CVD coating in March 2017, and Hardide Coatings is now on its global Approved Supplier List. The coating has been used by BAE Systems on parts for the Typhoon jet since 2005.
The jet’s manufacturer has recently certified additional parts for this aircraft, and test plans are progressing with European helicopter manufacturer Leonardo for safety-critical main rotor components and transmission components.
Being an Airbus Group supplier has increased opportunities for Hardide Coatings to coat a wider range of ancillary engineering components including fuel metering valves and reverse-thrust actuator rods Officials are discussing coating components on a number of parts and aircraft platforms, including wing structure and landing gear for the A320, A330, A380, and A400M.
Typical aerospace applications include pins, bushings, bearings, hooks, catches, landing gear, flap tracks and slats, sleeves, rods, valves, and pneumatic pistons and cylinders.
Conclusion
Providing exceptional wear and corrosion resistance combined with toughness and ductility, increasing wear and erosion resistance, CVD coatings add value to components and reduce operational costs by saving downtime and increasing productivity.
The CVD process opens the door to a level of engineering flexibility not possible with alternatives.
Hardide Coatings
Reference (1) “Electroplated Hard Chromium Replacements for Landing Gear Applications,” Melissa Klingenberg, Ph.D., Clayton Drees, Concurrent Technologies Corp. Proceedings of AEROMAT 2011 May 25, 2011.
Explore the August September 2017 Issue
Check out more from this issue and find you next story to read.
Latest from Aerospace Manufacturing and Design
- US operator UrbanLink orders 20 Lilium Jets
- TJ Davies’ retention knobs
- Mazak's VC-Ez 16X for aerospace machining
- India’s IndiGo orders 30 Airbus A350 widebody aircraft
- Techman Robot unveils high-payload AI cobot TM30S at Automate
- MK Tools’ 4-fluted Rambo Speed Drill series solid carbide drills
- ASL orders 30 Reliable Robotics aircraft autonomy systems
- Fastems' Manufacturing Management Software Version 8.2